二维码
客服中心
TEL:010-50973780
网站导航
首页
产品
企业
商机
资讯
动态
会员服务
供应管理
商机管理
资讯管理
图库管理
我的商务室
联系方式
壹电VIP
广告优选
货源市集
优质企业
商机合作
行业资讯
热门搜索:
首页
货源市集
优质企业
商机合作
行业资讯
动态
广告优选
关键词推广
首页
>
行业资讯
>
技术应用
高温风机叶轮焊接参数控制分析
2022-01-15
9
0
核心提示:高温风机的叶轮采用直径3.2mm热317电焊条打底焊时,焊接电流If=13—140A,电弧电压Uf=18—20V,焊接速度控制在3—3.5m/h。当使用直径4.0mm电焊条焊接时,焊接电流If=160
高温风机的叶轮采用直径3.2mm热317电焊条打底焊时,焊接电流If=13—140A,电弧电压Uf=18—20V,焊接速度控制在3—3.5m/h。当使用直径4.0mm电焊条焊接时,焊接电流If=160—170A,电弧电压Uf=22—24V,焊接速度控制在5.5—6.5m/h。
为较好地控制
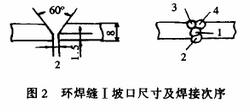
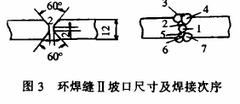
高温风机
叶轮结构的焊接应力和由此而引起的焊接变形,必须按照图2及图3的焊接次序焊接环缝I和焊接环缝II,并在焊完上述环缝后尽快进行前后盘、中盘和叶轮片的组合角焊。
高温风机叶轮焊接参数控制分析|全网壹电|行业综合信息免费发布
点赞
0
举报
收藏
0
打赏
0
评论
0
分享
0
更多
>
同类行业资讯
xianggu111
加关注
0
没有留下签名~~
推荐图文
柴油发电机组风扇皮带
不锈钢轴流风机为何如
防爆轴流风机的特性有
推荐行业资讯
陕西康明斯发电机常见的故障或问题
如何选择适合自己需求的西安发电机组型号
康明斯发电机组在应急供电中的重要作用与价值
耐腐蚀气液混合泵的应用主要包括以下4个方面
耐高温气液混合泵是怎么安装的?又要注意些什么?
细说不锈钢高低温磁力泵的安装、调试以及使用注意事项
联轴式热油泵的能量损失可分为3种形式
化工磁力泵是如何进行安装和使用的?又该注意些什么?
热油循环泵通常是通过以下三种方法进行降温的
点击排行
网站首页
|
关于我们
|
用户协议
|
隐私政策
|
注册新用户
|
忘记密码
|
发布信息
|
企业店铺
|
开通VIP
|
企业推广
|
联系我们
|
网站地图
|
排名推广
|
广告服务
|
网站留言
|
RSS订阅
Copyright © 2019-2025 天津全网壹电科技有限公司 版权所有
津ICP备19011499号-2

 010-50973780
周一到周五 09:00-18:00
邮箱:service@qw001e.com
010-50973780
周一到周五 09:00-18:00
邮箱:service@qw001e.com




